
Kunststoffoptiken & Spritzguss: ein Leitfaden
Bei optischen Komponenten denke viele an Glaskomponenten, aber in den letzten Jahren werden mehr und mehr optische Komponenten aus Polymeren verwendet. Optische Kunststoffkomponenten werden sogar mit Glaskomponenten gemischt, wie z. B. in Objektiven von Mobiltelefonen.
Was ist der Vorteil von Kunststoffoptiken per Spritzguss?
Es gibt viele Gründe, die für Kunststoffoptiken anstelle von Glasoptiken sprechen:
- Kunststoff ist kostengünstiger als Glas
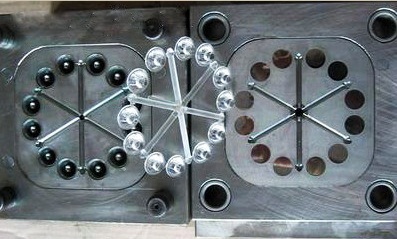
- Der Kunststoffspritzguss ist ein Fertigungsverfahren das leicht wiederholt werden kann. Das macht die Produktion großer Mengen sehr wettbewerbsfähig, vor allem, wenn ein Produkt mit mehreren Kavitäten hergestellt wird.
- Polymere sind leichter als Glas, und zwar im Verhältnis 2 zu 5
- Asphärische Linsen sind in der Herstellung nicht teurer als sphärische Linsen.
- Komplexe Formen, einschließlich der mechanischen Befestigung, können in das Design einbezogen und somit direkt gespritzt werden.
- Kunststoffoptiken können auch beschichtet werden, z. B. mit Antireflexbeschichtungen zur Verbesserung der optischen Leistung oder mit hochreflektierenden Schichten wie Aluminium, Silber oder Gold für optische Spiegel.
Welches Polymer sollte verwendet werden?
| Polymer | Brechungsindex | Durchlässigkeit | Bearbeitungstemperatur T° | Dichte | Wasserabsortption | Anmerkung |
| PMMA (Acrylic) | 1.49 | 92% | 85°C | 1.18g/cm3 | 0.3 | gute Durchlässigkeit unf mechanische Stabilität |
| PC (Lexan, Makrolon) | 1.59 | 89% | 120°C | 1.25g/cm3 | 0.2 | Sehr hohe Stoßfestigkeit, teurer als PMMA |
| Polystyrol | 1.59 | 88% | 75°C | 1.05g/cm3 | 0.1 | das günstigste optische Polymer, relativ weich |
| COP Cyclo Olefin Polymer (Zeonex, Zeonor) | 1.53 | 92% | 135°C | 1.02g/cm3 | sehr niedrig | Geringe Spannungs-Doppelbrechung, geringe Wasseraufnahme |
| Polyester | 1.61 | 90% | 125°C | 1.22g/cm3 | 0.15 | verhältnismäßig teuer |
Es ist zu beachten, dass der Brechungsindex von Kunststoffen mit steigender Temperatur abnimmt, daher sind die optischen Eigenschaften von Kunststoffen bei Temperaturschwankungen weniger stabil als die von Glas.
Alle oben genannten Kunststoffe sind fast auf die Transmission im sichtbaren und NIR-Bereich beschränkt. Einige spezifische Kunststoffe haben eine bessere Transmission im nahen UV-Bereich, aber normalerweise altern Polymere leicht bei UV-Belichtung.
Konstruktions- und Herstellungsbeschränkungen
Optische Komponenten aus Kunststoff können entweder durch maschinelle Bearbeitung (CNC oder Einpunkt-Diamantdrehen) oder per Kunststoffspritzguss hergestellt werden. Abgesehen von der Herstellung von Prototypen gilt das meiste Interesse der Kunststoffoptik dem Spritzgussverfahren.
Beim Kunststoffspritzguss wird geschmolzenes Kunststoffgranulat unter hohem Druck (etwa 100 T je nach Größe der Presse) in ein Formwerkzeug eingespritzt. Das Material wird für eine bestimmte Zeit (einige Sekunden) in die Form eingespannt, dann abgekühlt und durch Öffnen des Werkzeugs und Auswerfen freigegeben.
Bei der Entwicklung optischer Komponenten für das Spritzgießen sollten einige Regeln beachtet werden, um die verfahrensbedingten Einschränkungen zu berücksichtigen:
- Die Teile sollten einen Entformungswinkel aufweisen, der das Herauslösen der Teile erleichtert. Wenn dies nicht der Fall ist, kann es zu Schwieigkeiten und sogar zur Verformung der Teile kommen.
- Polymere schrumpfen beim Abkühlen, daher werden die Teile etwas kleiner sein als der Formhohlraum.
- Je dicker das Teil ist, desto länger dauert das Einspritzen und desto teurer wird es.
- Teile mit starken Dickenunterschieden sind schwieriger zu spritzen. Außerdem können diese Unterschiede zu einer Schrumpfung des Teils führen.
- Die Oberflächengenauigkeit in der Nähe der Kanten des Teils ist nicht leicht zu kontrollieren.
Wo können Kunststoffoptiken gekauft werden?
Das Gießen von Kunststoffteilen für optische Zwecke erfordert Erfahrung, um die optischen Spezifikationen zu erfüllen. Die wichtigsten Punkte sind die Fähigkeit, Gusshohlräume mit einer sehr feinen polierten Oberfläche zu entwerfen und herzustellen, zu garantieren, dass keine Verunreinigungen in den Einspritzwegen zurückbleiben (Material, von einem früheren Einspritzvorgang) und eine gute Kontrolle des Einspritzdrucks und der Druckhaltezeit.
Daher ist es empfehlenswert, mit Spezialisten für optische Kunststoffeinspritzungen zusammenzuarbeiten, die oft auch in der Lage sind, Muster aus dem Einpunkt-Diamantdrehen herzustellen, um ein Design zu validieren.
Zögern Sie nicht, Sinoptix für weitere Informationen oder eine Angebotsanfrage zu kontaktieren.

